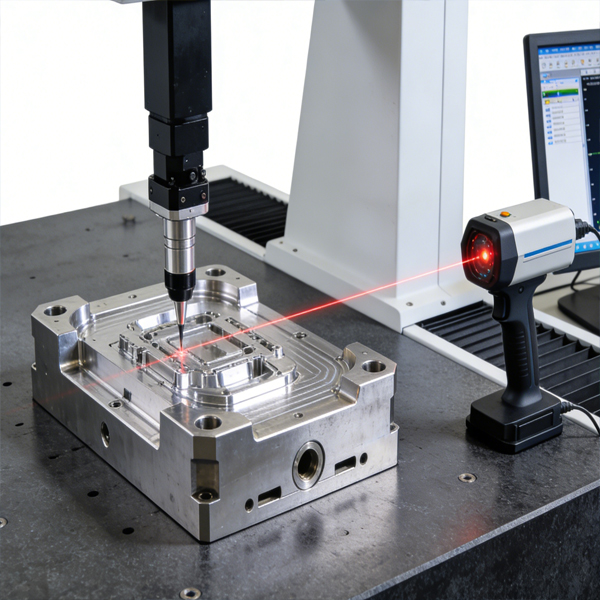
Strictly implement the accuracy of the drawings and strictly control the surface quality
Realizing all dimensional tolerances, form and position tolerances, and surface roughness
Specialized In Providing Custom Metal Fabrication And Sheet Metal Manufacturing, Quality Metal Machining Services Since 2007


Performance Metrics | numerical range | Practical Instructions |
| Tensile strength | ≥ 520 MPa | meets the stress requirements of small accessories |
| Yield strength (0.2%) | ≥ 205 MPa | good plasticity, not easily brittle fracture |
| Elongation | ≥ 40% | good cold forming performance, can be slightly bent |
| Brinell hardness (HB) | ≤ 187 | Moderate hardness, easy to cut/polish |

The machinability is much better than that of 304 stainless steel (304 has sticking and low processing efficiency, while 303 has non sticking and smooth chip removal), making it one of the best grades of austenitic stainless steel in terms of machinability;
Selenium based 303 (303Se) has better machinability than sulfur based, suitable for ultra precision and thin-walled machining, and has less smoke/odor during cutting.
Precision machinery accessories, 3C electronic fasteners, instrument shaft pins/valve needles, fixture positioning parts, micro gear/bearing accessories, office equipment transmission parts, and other products that require batch cutting processing and are used in conventional environments


Conventional precision (Ra0.8~1.6 μ m, tolerance ± 0.01~0.05mm): cutting speed of 120~150m/min, feed rate of 0.08~0.15mm/r, back cutting amount of 0.3~0.5mm;
Ultra high precision (Ra ≤ 0.4 μ m, tolerance ± 0.005~0.01mm): cutting speed of 150~180m/min, feed rate of 0.03~0.08mm/r, back cutting amount of 0.1~0.3mm, matched with diamond coated cutting tools;
① There is no vibration or secondary cutting throughout the precision machining process, and the cutting tools remain sharp (check the cutting edge every 5-10 pieces and replace immediately if damaged);
② Precision machining of holes: When reaming/boring holes, the speed should be ≤ 800r/min, the feed rate should be ≤ 0.1mm/r, and the roundness of the hole should be ensured to be ≤ 0.005mm;
③ Thin walled precision machining: using layered small cutting depth to reduce workpiece deformation caused by cutting force, and if necessary, performing intermediate clamping to release cutting stress.
CONTACT US
 No. 98, Beimen Road, Qiaoli Village, Changping Town, Dongguan City, Guangdong Province, China
No. 98, Beimen Road, Qiaoli Village, Changping Town, Dongguan City, Guangdong Province, China +86-769-83333397
+86-769-83333397 +86-13532689187
+86-13532689187 info@dgyifengmetal.com
info@dgyifengmetal.comCopyright © 2026 Dongguan Yifeng Metal Co., Ltd. | All Rights Reserved